Das Diamantdrahtschneiden (DWS) ist eine etablierte Technologie zum Zersägen von Halbleiterblöcken, da es gegenüber anderen Verfahren, wie beispielsweise dem Slurry-Schneiden, zahlreiche Vorteile bietet. Zu diesen Vorteilen zählen unter anderem höhere Schnittgeschwindigkeiten bei besserer Schneidleistung, die Herstellung dünnerer Wafer mit verbesserter Dickenhomogenität, eine einfachere Filterung von Siliziumrückständen für das Slurry-Recycling (falls gewünscht) sowie die Wiederverwendung des Schneiddrahts für mehrere Schnitte.
Beim Diamantdrahtschneiden wird ein langer (Hunderte von Kilometern) Draht verwendet, der mit Diamantflocken (Korn) als Schneidmedium imprägniert ist. Der Schneidedraht besteht aus einem Edelstahlkern (80–120 µm Durchmesser), der mit Diamantflocken (8–25 µm groß) beschichtet ist, die dann durch eine Schicht aus galvanisiertem Ni oder eine Schicht aus einem Harzmaterial mit dem Draht verbunden werden.
Der frisch gesägte DWS-Wafer mag mit bloßem Auge perfekt aussehen, doch der Diamantdraht und die Strategie, den Diamantdraht durch den Ingot zu bewegen (Geschwindigkeit und Hin- und Herbewegung), haben einen großen Einfluss auf die Qualität der frisch gesägten Wafer sowie auf nachfolgende Prozesse wie Läppen, Schleifen oder Ätzen. Insbesondere bei PV-Wafern kann es zu erheblichen Unterschieden bei den Schäden unter der Oberfläche des frisch gesägten quadratischen Wafers kommen, was bei den Prozessschritten „Damage Etch“ und „Texturing Etch“, die dem DWS-Prozess folgen, berücksichtigt werden muss.
Die SPV-Spektroskopie unter Verwendung des HR-SPS-Tools liefert direkte Informationen über die Qualität der frisch gesägten Wafer – sie kann genutzt werden, um Bereiche mit Drahtabriss und Drahtbewegung zu identifizieren und zudem eine Karte zur Tiefe der unter der Oberfläche liegenden Schäden zu erstellen. Das Verfahren ist berührungslos und schnell, was eine Integration des Geräts in die Prozesslinien-Qualitätskontrolle von frisch gesägten Wafern ermöglicht. Nachstehend ist ein Beispiel für einen 156 x 156 mm² großen, pseudo-quadratischen DWS-PV-Wafer (n-Typ, monokristallin, 1–3 Ohm·cm) dargestellt.
Abbildung 1 zeigt Karten der SPV-Höhe über den n-Typ-PV-Wafer bei Beleuchtung mit drei verschiedenen Photonenenergien – die Eindringtiefen der Photonen in den Wafer betragen etwa 0,1, 10 bzw. 100 mm. Ebenfalls dargestellt sind die Relaxationszeitkonstanten über den Wafer – definiert als die logarithmische Abklingzeit des SPV-Signals nach dem Ausschalten des Lichts. Aus den SPV-Karten (linke Seite) geht klar hervor, dass der Wafer über seine gesamte Fläche hinweg unterschiedliche Grade an unter der Oberfläche liegenden Schäden aufweist; der obere Teil weist mehr Schäden unter der Oberfläche auf als der untere Teil, und auch der Randbereich ist stärker beschädigt. Dies ist zu erwarten, da die Kraft des Drahtes am Rand des zu sägenden Ingots höher ist. In den Relaxationskarten (rechte Seite) ist unterhalb der Mitte des Wafers in Richtung des unteren Randes eine deutliche Zone zu erkennen. Dieser deutliche Bereich in der Mitte weist eine geringere Relationstime als erwartet auf (-10 %) und markiert wahrscheinlich den Beginn des Hin- und Herbewegungsprozesses. Die SPV- und Relaxationskarten ergänzen sich gegenseitig und liefern einen Fingerabdruck des Zustands des frisch gesägten PV-Wafers.
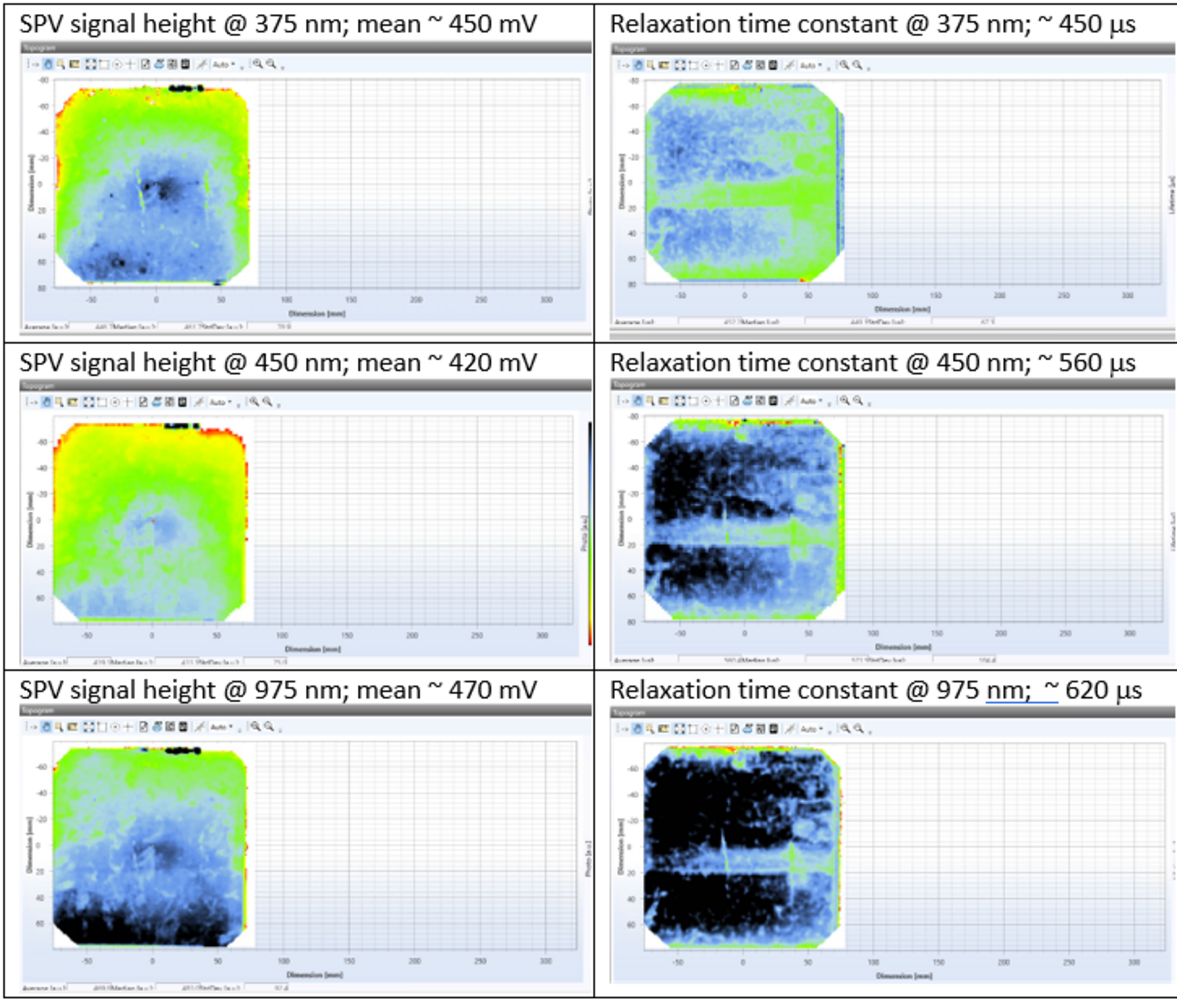
Fig. 1. SPV maps (right) and relaxation time maps (left) for the same DWS wafer and illuminated with three different energies (wavelengths)
Verknüpfte Branchen und Applikationen: Epitaxieschichten und dünne Filme